振动筛在长期运行后易出现横梁、轨道梁等断裂和侧板产生裂纹等问题,横梁和轨道梁通过更换就可以解决,而侧板出现裂纹,若采用焊接处理,由于焊接应力无法消除,不久就会再次出现裂纹。
01侧板裂纹处理的难点
振动筛框架结构都是通过铆接螺栓铆接到一起的,如果更换出现裂纹的侧板 (见图1)
首先要卸掉侧板上几百个铆接螺栓,工作量太大;其次要更换侧板重新铆接,这无异于重新组装一台筛子。现场既没有场地也没有时间这样处理。如果进行简单的焊接处理,包括加板焊接 (如图2所示),由于侧板的焊接应力无法消除,在振动工况下不但起不到好的效果,反而还会加剧裂缝的延伸或出现其他新的裂纹。

图1 侧板裂纹

图2 加板焊接处理侧板裂纹
(1)首先检验裂纹区域的六角螺栓联接是否可靠。拆下侧板两侧角钢和上部加强板上的铆接螺栓,检查角钢和板上配合面之间的损坏情况。在表面合格的情况下,保证侧板裂纹两端对齐,见图3

图3 侧板裂纹两端对齐

图4 裂纹处打坡口

图5 裂纹与筛板方向的垂直焊接

图6 连续垂直焊接

图7 修磨、打光焊缝

图8 外侧打磨

图9 外侧焊接
(8)将侧板顶部的孔打磨整形 (焊缝上的孔),保证所有毛刺已被去除,没有沟痕和凹痕缺陷,见图10。
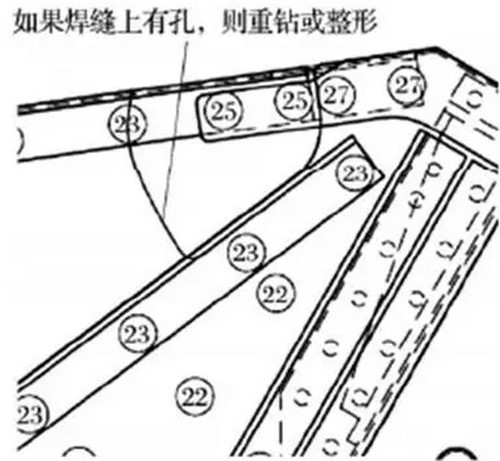
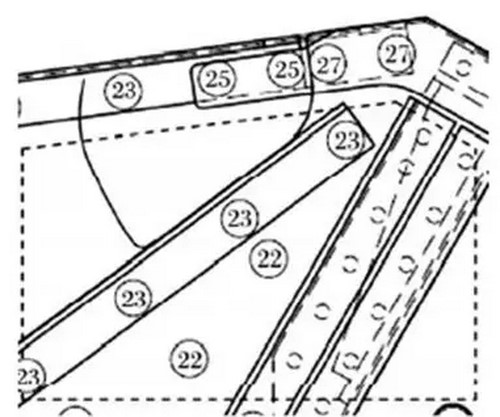
(9)将整理区域内的涂层打磨干净,然后在侧板和加强板上涂上底漆(均涂在两侧)。将加强板放置在筛子内侧,并尽量多安装螺栓,加强板将焊缝修理区两侧覆盖,见图11,图中虚线部分为加强板。
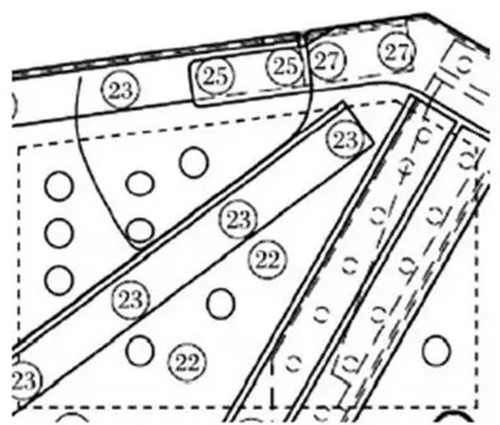
(12)当所有铆接螺栓铆接上后,在修理区域涂上面漆。等面漆干后,用 SIKA 胶将加强板四周封好,防止锈蚀。
需要时进行更换或者张紧,检查最终的运行速度;测试空载和带载的卡片各 1组。
该处理方法简单易行,节省时间。经过此方法维修的振动筛未再出现裂纹,实践证明了此维修方案的可行性和可靠性。